-

佛山市双喆钢业有限公司
主营:不锈钢管件,不锈钢弯头,不锈钢法兰,不锈钢工业管 - 18028117552

佛山市双喆钢业有限公司
主营:不锈钢管件,不锈钢弯头,不锈钢法兰,不锈钢工业管 7
7

316L不锈钢直通 丝扣直通 不锈钢铸件DN15直通
产品介绍
不锈钢管子焊接时,一般用手工氩弧焊或手工电弧焊。所用焊条应在150~200℃温度下干燥0.5~1h,焊接环境温度不得低于-5℃,如果温度偏低,应采取预热措施。
各种压焊方法的共同特点,是在焊接过程中施加压力,而不加填充材料。多数压焊方法,如扩散焊、高频焊、冷压焊等都没有熔化过程,因而没有像熔焊那样的,有益合金元素烧损和有害元素侵入焊缝的问题,从而简化了焊接过程,也改善了焊接安全卫生条件。

产品规格
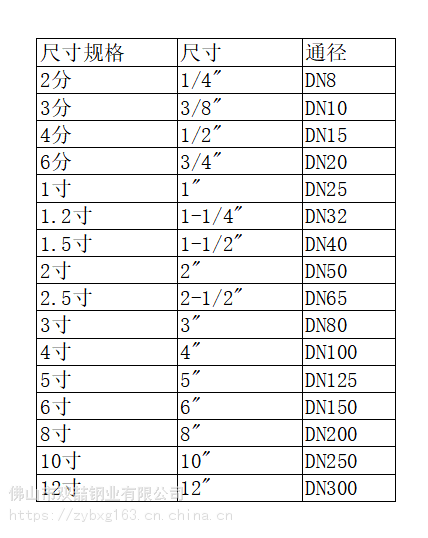
在许多情况下管子和管路附件的实际内径尺寸与公称直径是相等的,但在一般情况下,公称直径既不是内径,也不是外径,而是一个与内径相近的整数。
对采用螺纹连接的管子(主要是钢管和镀锌钢管),公称通径习惯上用英制管螺纹尺寸(in)表示。

316L不锈钢直通 丝扣直通 不锈钢铸件DN15直通